

片材機的注意事項
發布時間:
2022-11-15
BMSJ片材機機組由以下部分組成:主機部分、壓延部分、輸送部分、牽引部分、切割部分或卷取部分、電氣控制部分。結構合理,操作方便,控制先進,體積小,產量高。
BMSJ片材機機組由以下部分組成:主機部分、壓延部分、輸送部分、牽引部分、切割部分或卷取部分、電氣控制部分。結構合理,操作方便,控制先進,體積小,產量高。氣動、自動化程度高。主機采用網帶壓料,壓料體采用氣動起降形式,網帶張緊采用氣動形式。網帶、料槽均為不銹鋼材質。
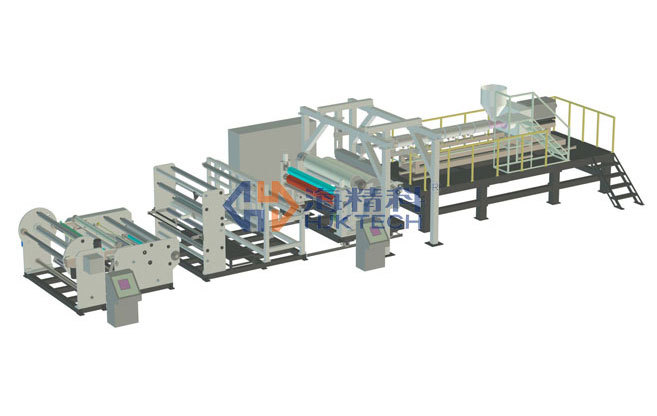
片材機
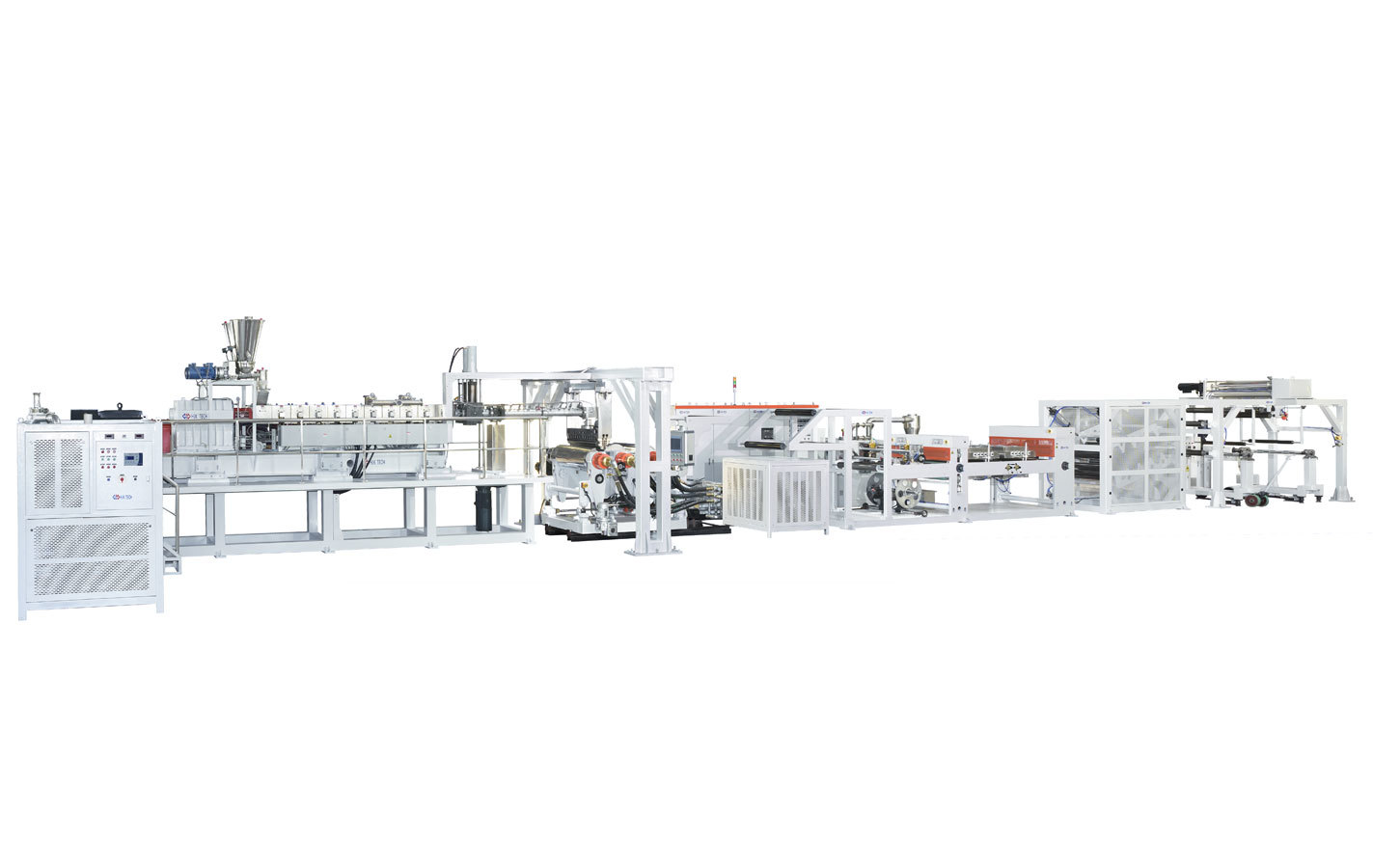
所有輥都經過拋光后鍍鉻。收卷部分采用力矩電機驅動,收卷速度可隨時調節,自動收卷,氣動夾緊,省力省時。切割部分采用調速電機,達到無級調速,使紗線含量范圍擴大,調節可靠準確。刀輥采用螺旋形,降低噪音,提高膠輥和葉片的使用壽命。電氣控制部分采用集中控制,滿足生產需求。所有電器元件均采用知名品牌產品,控制準確可靠。
片材機排氣口下的塑料壓力為零。這樣就不會讓熔體從通風口流出。確保排氣段的螺槽沒有完全被塑料填滿,以達到零壓要求。制造商在這個排氣段的螺絲槽加深了很多。片材機排氣口下面的塑料完全融化了。只有這樣,排氣口和進料口之間才有很好的密封,排氣口的氣體擴散系統才比較高。
塑料片材機生產設備的機筒上各段的溫度從進料段到機筒與成型模連接處逐漸升高。成型模具溫度略高于機筒溫度。超溫控制在5—10℃。模具兩端溫度略高于模具內溫度,較高溫度控制在5-10℃。片材機入料形式,三輥中輥的上輥面應與模唇的下平面在一個水平面上;唇端面與中輥中心線平行,相距50~100MM。
模間隙應略小于或等于平板產品的厚度,模間隙應略小于兩端模間隙。注意三輥工作面粗糙度R不應大于0.2PM。輥面應有一定的中間高度;三輥之間的間隙應等于或略大于印版的厚度。模具溫度控制穩定。當溫度較高時,熔融物質在結晶器內的流動速度變快。當溫度較低時,熔融物質在模具內流動緩慢。熔體流動速度不穩定會造成板(片)制品的縱向厚度誤差。
注意三輥工作面的溫度。進料輥的溫度應稍高,出料輥的溫度應稍低。輥面溫度高,板坯不易滾脫,片材機產品表面容易產生水平晶粒;低溫,產品表面光澤度高。針對這種現象,應及時調整輥面溫度控制。三輥的運行速度略高于板坯從模口擠出的速度,一般速度差不超過10%。三輥工作速度要控制穩定,過快或過慢的運行速度對印版厚度誤差有很大影響。
塑料片材機板材擠壓成型,除了聚氯乙烯、聚乙烯和聚丙烯樹脂擠壓前一般情況不除濕外,其他一些塑料(如ABS、聚酰胺等)在擠壓前應要求進行除濕干燥處理。否則,應使用排氣擠出機進行擠出。
品類齊全性價比高
擁有專業的技術致力于產品研發,創造高性價比產品,滿足不同需求的客戶。
好品質值得信賴
在生產過程中將品質管理置入于每道生產工序。從原材料選購、到產品制
造、包裝、出貨等都有層層檢查、監督,力求創造優良的品質。
服務售后無憂
精心服務細節彰顯服務品質!
下一頁
下一頁:
推薦新聞
2023-05-12
2023-05-12
2023-05-12
2023-02-13
2023-02-06
分享到